
Описание
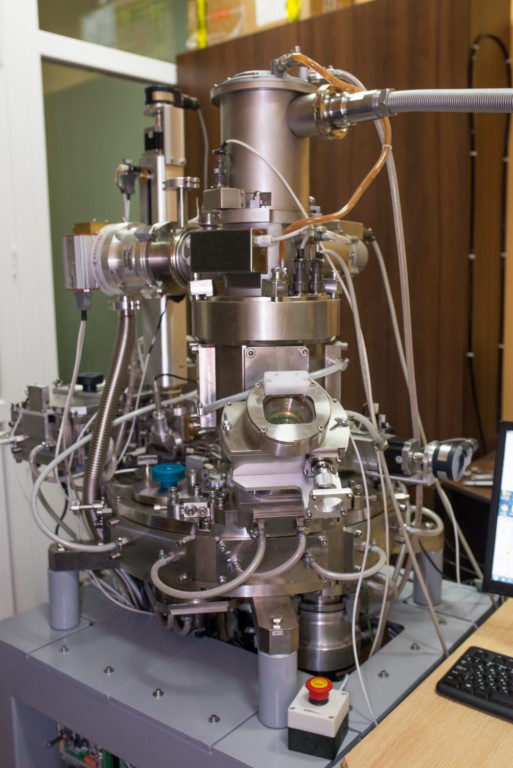
Вакуумный комплекс ВК-03 разрабатывался как вакуумный модуль установки электронно-лучевой сварочной аппаратуры ЭЛА-6/60. Однако универсальность комплекса позволяет применять его в различных техпроцессах, предусматривающих определенную степень вакуума в рабочем объеме.
В вакуумном комплексе расположены:
— многоместное устройство (турель) с вертикальной осью вращения;
· механизм сборки деталей;
· устройство нагрева свариваемых деталей;
· датчик вторичных электронов для определения стыка свариваемых деталей;
· устройство освещения зоны сварки;
· устройство защиты иллюминатора от напыления;
· пассивные устройства защиты вакуумных вводов электропитания и управления от свободных электронов, рентгеновского излучения, нагрева и напыления.
На камере располагается электронно-лучевая пушка и видеоустройство наблюдения зоны сварки.
■ Система вакуумной откачки:
Вакуумная система выполнена на базе турбомолекулярных и форвакуумного насосов.
Система вакуумной откачки обеспечивает:
· откачку и поддержание рабочего давления:
— в сварочной камере не выше 1,3´10-3 Па (1´10-5 Тор),
— в электронно-лучевой пушке не выше 1,3´10-4 Па (1´10-6 Тор);
· время достижения рабочего вакуума при повторной откачке:
— катодной полости пушки ― не более 10 минут (при замене катода);
— сварочной камеры до рабочего давления – не более 25 минут.
· выход на рабочий режим – не более 30 мин.
■ Модуль перемещения электронно-лучевой пушки
Располагается на верхней стенке сварочной камеры и предназначен для выполнения перемещения электронно-лучевой пушки со скользящими вакуумными уплотнениями по координатам X–Y в процессе настройки для сварки круговых соединений деталей с целью совмещения электронно-оптической оси пушки с усредненной механической осью свариваемых сборок. Точность позиционирования при настройке составляет не более ±0,05 мм.
Механизмы перемещения расположены вне вакуумной камеры. Перемещения по X-Y в пределах ±25 мм. Перемещение является настроечным и выполняется вручную.
Максимальный диаметр сварки соединений неподвижных деталей отклонением луча – 40 мм.
■ Модуль сборки под сварку
Располагается на верхней стенке сварочной камеры и предназначен для захвата, перемещения, совмещения и удержания свариваемых деталей в процессе прихваток электронным лучом или обеспечить высокоскоростную прихватку для исключения перекоса деталей после подогрева и обезгаживания.
Точность позиционирования при совмещении деталей составляет ±0,03 мм.
Максимальный диаметр собираемых изделий 40 мм.
■ Модуль с вертикальной осью вращения
Располагается на нижней стенке сварочной камеры и предназначен для размещения и позиционирования свариваемых деталей в процессе сборки, прихватки, сварки и маршевых проходов со скоростью до 6 об/мин.
Точность позиционирования (при вращении) на диаметре 600 мм составляет ±0,05 мм.
Максимальный диаметр многоместной оснастки для размещения свариваемых изделий – 750 мм.
Привод вращения расположен вне вакуумной камеры.
■ Модуль прогрева
Располагается внутри вакуумной камеры и выполняет по программе прогрев оснастки с закреплёнными в ней свариваемыми деталями до заданных техническими требованиями температур: 0-200ºC для корпуса с точностью ±5ºC и 0-800ºC. Обеспечивает возможность изменения температурных режимов.



